- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Ogólny związek rozwiązania przy projektowaniu wymiarów płyty biegunowej akumulatorów cylindrycznych
Ogólny związek rozwiązania przy projektowaniu wymiarów płyty biegunowej akumulatorów cylindrycznych
Baterie litowe można podzielić na baterie kwadratowe, miękkie i cylindryczne w zależności od sposobu pakowania i kształtów. Wśród nich akumulatory cylindryczne mają podstawowe zalety, takie jak dobra konsystencja, wysoka wydajność produkcji i niskie koszty produkcji. Ich historia rozwoju trwa ponad 30 lat od ich powstania w 1991 r. W ostatnich latach, wraz z wypuszczeniem przez Teslę technologii ucha z wszystkimi biegunami, zastosowanie dużych cylindrycznych akumulatorów w dziedzinie akumulatorów mocy i magazynowania energii przyspieszyło, stając się obszarem badań hotspot dla głównych producentów baterii litowych.
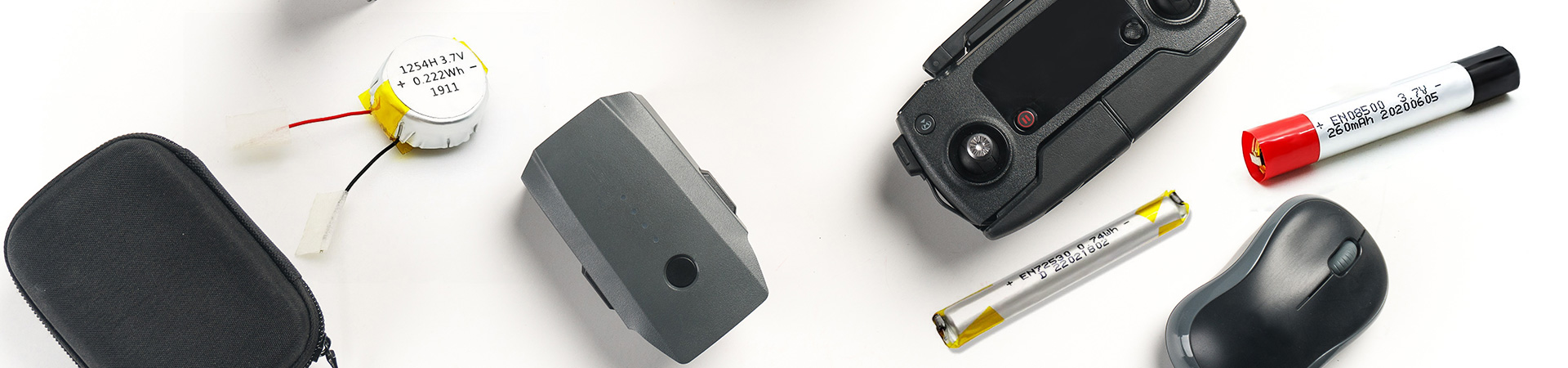
Rysunek 1: Porównanie wydajności na poziomie pojedynczym i systemowym baterii litowych o różnych kształtach
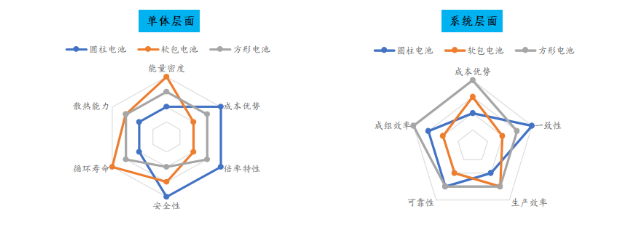
Cylindryczna obudowa akumulatora może być obudową stalową, aluminiową lub miękką. Jego wspólną cechą jest to, że w procesie produkcyjnym zastosowano technologię nawijania, która wykorzystuje igłę nawijającą jako rdzeń i napędza igłę nawijającą, aby obracała się, tworząc warstwę i owijając razem folię izolacyjną i płytkę elektrody, ostatecznie tworząc stosunkowo jednolity cylindryczny rdzeń uzwojenia. Jak pokazano na poniższym rysunku, typowy proces nawijania przebiega następująco: najpierw igła nawijająca zaciska membranę w celu wstępnego nawinięcia membrany, następnie elektrodę ujemną wkłada się pomiędzy dwie warstwy folii izolacyjnej w celu wstępnego nawinięcia elektrody ujemnej, a następnie wkładana jest elektroda dodatnia w celu uzwojenia o dużej prędkości. Po zakończeniu nawijania mechanizm tnący przecina elektrodę i membranę, a na koniec nakładana jest warstwa taśmy klejącej w celu utrwalenia kształtu.
Rysunek 2: Schemat ideowy procesu nawijania
Kontrola średnicy rdzenia po nawinięciu jest kluczowa. Jeśli średnica jest zbyt duża, nie da się jej zmontować, a jeśli średnica jest zbyt mała, marnuje się miejsce. Dlatego dokładne zaprojektowanie średnicy rdzenia ma kluczowe znaczenie. Na szczęście baterie cylindryczne mają stosunkowo regularną geometrię, a obwód każdej warstwy elektrody i membrany można obliczyć w przybliżeniu okręgu. Na koniec można podsumować całkowitą długość elektrody, aby uzyskać projekt wydajności. Skumulowane wartości średnicy igły, numeru warstwy elektrody i numeru warstwy membrany stanowią średnicę nawiniętego rdzenia. Należy zauważyć, że podstawowymi elementami konstrukcji akumulatora litowo-jonowego są konstrukcja pojemności i wielkość. Ponadto, poprzez obliczenia teoretyczne, możemy również zaprojektować ucho biegunowe w dowolnym położeniu rdzenia cewki, nie ograniczając się do główki, ogona lub środka, a także uwzględnić metody projektowania ucha wielobiegunowego i ucha wszystkich biegunów dla akumulatorów cylindrycznych .
Aby zbadać zagadnienia długości elektrody i średnicy rdzenia, musimy najpierw przestudiować trzy procesy: nieskończone nawijanie wstępne folii izolacyjnej, nieskończone nawijanie wstępne elektrody ujemnej i nieskończone nawijanie elektrody dodatniej. Zakładając, że średnica igły cewki wynosi p, grubość folii izolacyjnej wynosi s, grubość elektrody ujemnej wynosi a, a grubość elektrody dodatniej wynosi c, wszystko w milimetrach.
- Nieskończony proces wstępnego nawijania membrany izolacyjnej
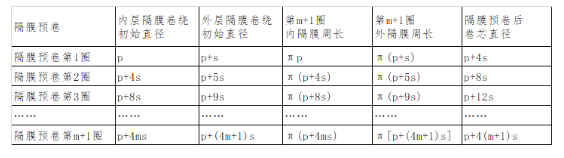
Podczas wstępnego nawijania membrany nawijane są jednocześnie dwie warstwy membran, zatem średnica zewnętrznej membrany podczas procesu nawijania jest zawsze o jedną warstwę większa o grubości membrany (+1s) niż średnica membrany wewnętrznej. Początkowa średnica wewnętrznego uzwojenia membrany jest średnicą końcową poprzedniego uzwojenia, a dla każdego wstępnego nawinięcia membrany średnica rdzenia zwiększa się o cztery warstwy grubości membrany (+4s).
Załącznik 1: Prawo zmienności średnicy w nieskończonym procesie wstępnego nawijania membrany izolacyjnej
- Nieskończony proces wstępnego nawijania elektrody ujemnej
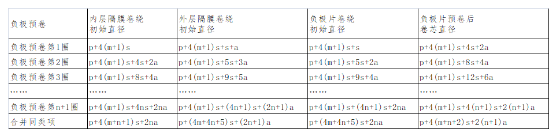
Podczas procesu wstępnego nawijania elektrody ujemnej, w wyniku dodania warstwy elektrody ujemnej, średnica zewnętrznej membrany podczas procesu nawijania jest zawsze o jedną warstwę większa niż grubość wewnętrznej membrany i jednej warstwy elektrody ujemnej ( +1s+1a), a średnica początkowa wewnętrznego uzwojenia membrany jest zawsze równa średnicy końcowej poprzedniego okręgu. W tym momencie dla każdego wstępnego uzwojenia elektrody ujemnej średnica rdzenia zwiększa się o cztery warstwy membrany i dwie warstwy grubości elektrody ujemnej (+4s+2a).
Załącznik 2: Prawo zmienności średnicy w nieskończonym procesie wstępnego nawijania płytki elektrody ujemnej
Nieskończony proces nawijania dodatniej płytki elektrodowej
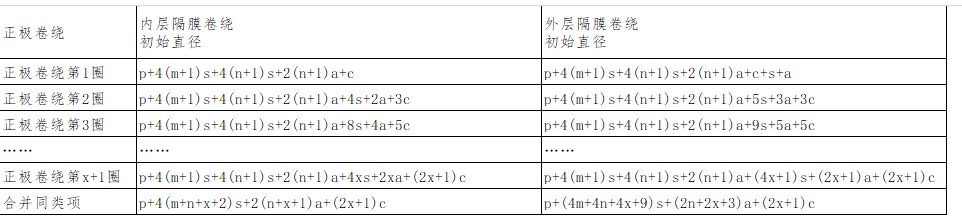
Podczas nawijania elektrody dodatniej, w wyniku dodania nowej warstwy elektrody dodatniej, średnica początkowa elektrody dodatniej jest zawsze równa średnicy końcowej poprzedniego okręgu, natomiast średnica początkowa wewnętrznego uzwojenia membrany staje się średnica końcowa poprzedniego okręgu plus grubość jednej warstwy elektrody dodatniej (+1c). Jednakże podczas nawijania membrany zewnętrznej średnica jest zawsze tylko o jedną warstwę większa niż grubość membrany wewnętrznej i jednej warstwy elektrody ujemnej (+1s+1a). W tym momencie dla każdego okręgu wstępnie nawinięta jest elektroda ujemna. Średnica rdzenia cewki zwiększa się o 4 warstwy membrany, 2 warstwy elektrody ujemnej i 2 warstwy elektrody dodatniej o grubości (+4s+2s+2a).
Załącznik 3: Prawo zmienności średnicy elektrody dodatniej podczas nieskończonego procesu nawijania

Powyżej, poprzez analizę nieskończonego procesu nawijania membrany i płytki elektrody, uzyskaliśmy wzór zmienności średnicy rdzenia i długości płytki elektrody. Ta metoda obliczeń analitycznych warstwa po warstwie pozwala na dokładne rozmieszczenie uch elektrod (w tym ucha jednobiegunowego, ucha wielobiegunowego i ucha pełnego bieguna), ale proces nawijania jeszcze się nie zakończył. W tym momencie płyta elektrody dodatniej, płyta elektrody ujemnej i folia izolacyjna znajdują się w stanie równym. Podstawową zasadą konstrukcji akumulatora jest wymaganie, aby folia izolacyjna całkowicie zakrywała płytkę elektrody ujemnej, a elektroda ujemna powinna również całkowicie zakrywać elektrodę dodatnią.
Rysunek 3: Schematyczny diagram cylindrycznej struktury cewki akumulatora i procesu zamykania
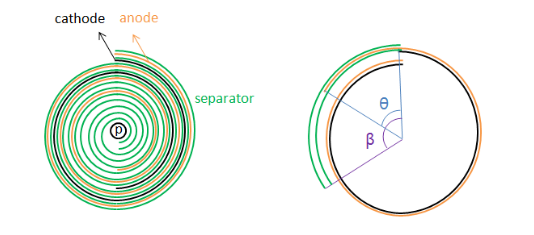
Dlatego konieczne jest dalsze zbadanie zagadnienia nawinięcia rdzenia elektrody ujemnej i folii izolacyjnej. Oczywiście, ponieważ elektroda dodatnia została już nawinięta, a wcześniej średnica początkowa elektrody dodatniej jest zawsze równa średnicy końcowej poprzedniego okręgu, początkowa średnica membrany warstwy wewnętrznej zastępuje średnicę końcową poprzedniego okręgu . Na tej podstawie średnica początkowa elektrody ujemnej zwiększa grubość jednej warstwy membrany (+1s), średnicę początkową zewnętrznej membrany zwiększa się o jeszcze jedną warstwę grubości elektrody ujemnej (+1s+1a).
Dodatek 4: Zmiany średnicy i długości elektrody i membrany podczas procesu nawijania akumulatorów cylindrycznych
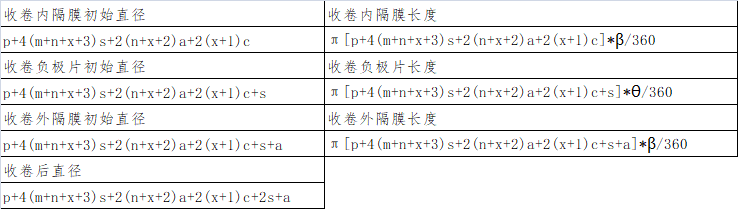
Do tej pory uzyskaliśmy matematyczne wyrażenie długości płyty dodatniej, płyty ujemnej i folii izolacyjnej przy dowolnej liczbie cykli uzwojenia. Załóżmy, że membrana jest wstępnie nawinięta m+1 cykli, płyta ujemna jest wstępnie nawinięta n+1 cykli, płyta dodatnia jest nawinięta x+1 cykli, a kąt środkowy płytki ujemnej wynosi θ°, czyli środkowy kąt izolacji uzwojenie folii wynosi β °, wówczas istnieje następująca zależność:
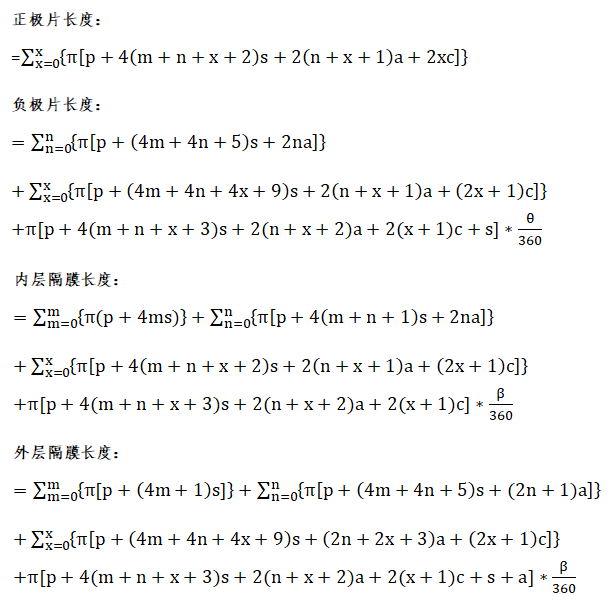
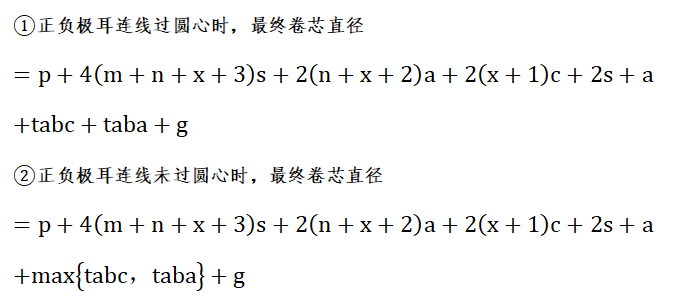
Określenie liczby warstw elektrody i membrany nie tylko określa długość elektrody i membrany, co z kolei wpływa na projekt pojemności, ale także określa ostateczną średnicę rdzenia cewki, znacznie zmniejszając ryzyko montażu rdzenia cewki. Chociaż średnicę rdzenia uzyskaliśmy po nawinięciu, nie uwzględniliśmy grubości ucha bieguna i końcowego papieru samoprzylepnego. Zakładając, że grubość ucha dodatniego wynosi tabc, grubość ucha ujemnego wynosi taba, a klej końcowy wynosi 1 okrąg, a obszar zachodzenia na siebie omija położenie ucha biegunowego o grubości g. Zatem ostateczna średnica rdzenia wynosi:
Powyższy wzór jest ogólną zależnością rozwiązania dotyczącą projektowania cylindrycznych płytek elektrod akumulatorowych. Określa problem długości płytki elektrody, długości membrany i średnicy rdzenia cewki oraz ilościowo opisuje zależności między nimi, znacznie poprawiając dokładność projektowania i mając dużą wartość praktyczną.
Na koniec musimy rozwiązać problem rozmieszczenia uszu słupa. Zwykle na jednym biegunie znajduje się jedno lub dwa uszy biegunowe, a nawet trzy uszy biegunowe, co stanowi niewielką liczbę uszu biegunowych. Przewód zaczepu jest przyspawany do powierzchni nabiegunnika. Chociaż może to w pewnym stopniu wpływać na dokładność konstrukcji długości nabiegunnika (bez wpływu na średnicę), wyprowadzenie zaczepu jest zwykle wąskie i ma niewielki wpływ, dlatego też ogólny wzór rozwiązania dotyczący wymiarowania akumulatorów cylindrycznych zaproponowany w tym artykule ignoruje tę kwestię.
Rysunek 4: Układ dodatnich i ujemnych pozycji uszu
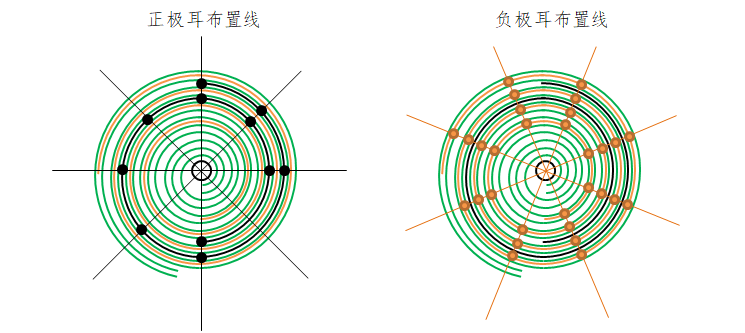
Powyższy diagram jest schematycznym diagramem rozmieszczenia końcówek biegunowych. W oparciu o zaproponowaną wcześniej ogólną zależność wielkości nabiegunników możemy jasno zrozumieć zmiany długości i średnicy każdej warstwy nabiegunników podczas procesu nawijania. Dlatego przy rozmieszczaniu końcówek biegunów, w przypadku jednego uchwytu nabiegunowego, końcówki dodatnie i ujemne można dokładnie rozmieścić w docelowym położeniu nabiegunnika, podczas gdy w przypadku końcówek nabiegunowych z wieloma lub pełnymi końcówkami zwykle wymagane jest wyrównanie wiele warstw uchwytów słupowych. Na tej podstawie wystarczy odejść od ustalonego kąta każdej warstwy uchwytów, aby uzyskać położenie ułożenia każdej warstwy uchwytów. W miarę stopniowego zwiększania się średnicy rdzenia uzwojenia podczas procesu nawijania, całkowita odległość ułożenia występu zmienia się w przybliżeniu w wyniku postępu arytmetycznego z tolerancją π (4s+2a+2c).
W celu dalszego zbadania wpływu wahań grubości płytek elektrod i membran na średnicę i długość rdzenia cewki, na przykładzie dużej cylindrycznej pełnej elektrody nausznej 4680, zakładając, że średnica igły cewki wynosi 1 mm, grubość taśma zamykająca wynosi 16um, grubość folii izolacyjnej wynosi 10um, grubość tłoczenia na zimno płytki elektrody dodatniej wynosi 171um, grubość podczas nawijania wynosi 174um, grubość tłoczenia na zimno płytki elektrody ujemnej wynosi 249um, grubość podczas nawijania wynosi 255um, a zarówno membrana, jak i płytki elektrody ujemnej są wstępnie walcowane na 2 obroty. Z obliczeń wynika, że płytka elektrody dodatniej jest nawinięta na 47 zwojów, o długości 3371,6 mm, Elektroda ujemna jest nawinięta 49,5 razy, o długości 3449,7 mm i średnicy 44,69 mm po uzwojeniu.
Rysunek 5: Wpływ wahań grubości bieguna i membrany na średnicę rdzenia i długość bieguna
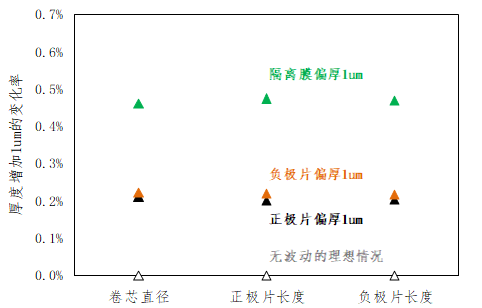
Z powyższego rysunku można intuicyjnie zauważyć, że wahania grubości nabiegunnika i membrany mają pewien wpływ na średnicę i długość rdzenia cewki. Gdy grubość nabiegunnika różni się o 1 um, średnica i długość rdzenia cewki zwiększają się o około 0,2%, natomiast gdy grubość membrany różni się o 1 um, średnica i długość rdzenia cewki zwiększają się o około 0,5%. Dlatego też, aby kontrolować zgodność średnicy rdzenia cewki, należy w miarę możliwości minimalizować wahania nabiegunnika i membrany, należy także zebrać zależność odbicia płytki elektrody od czasu pomiędzy prasowaniem na zimno a nawijaniem, aby pomóc w procesie projektowania ogniwa.
Streszczenie
1. Projektowanie pojemności i projektowanie średnic to logika projektowania najniższego poziomu dla cylindrycznych baterii litowych. Kluczem do projektowania wydajności jest długość elektrody, natomiast kluczem do projektowania średnicy jest analiza liczby warstw.
2. Rozmieszczenie biegunów uszu jest również istotne. W przypadku konstrukcji ucha wielobiegunowego lub ucha z pełnym biegunem, ustawienie ucha biegunowego można zastosować jako kryterium oceny możliwości projektowania i możliwości kontrolowania procesu ogniwa akumulatora. Metoda analizy warstwa po warstwie może lepiej spełniać wymagania dotyczące rozmieszczenia i wyrównania położenia ucha bieguna.