- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Mapa defektów wewnętrznych ogniw uzwojenia baterii litowej
Mapa defektów wewnętrznych ogniw uzwojenia baterii litowej
Nawijanie to kluczowy proces w procesie produkcyjnym akumulatorów litowo-jonowych, który polega na łączeniu płytek elektrod dodatnich i ujemnych oraz separatorów. Jeśli pojawią się wadliwe produkty, cały rdzeń cewki, łącznie z elektrodami dodatnimi i ujemnymi oraz separatorami, zostanie zmarnowany. Wskaźnik wydajności ma znaczący wpływ na koszt produkcji akumulatora, a także wpływa na wydajność i bezpieczeństwo akumulatora.
Ogólnie rzecz biorąc, na poniższym rysunku przedstawiono typowe mapy defektów wewnętrznych rdzenia cewki, a każda mapa obejmuje płytkę elektrody dodatniej, membranę i płytkę elektrody ujemnej.
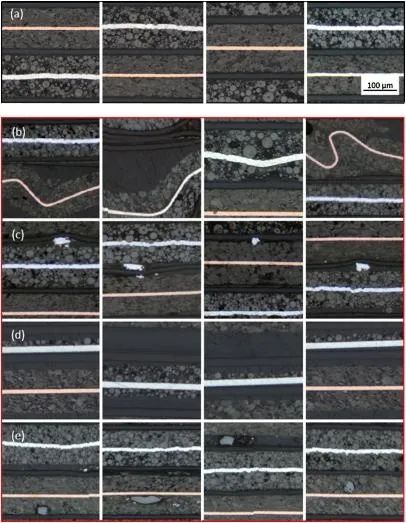
Rysunek 1 Mapa defektów wewnętrznych rdzenia cewki
Wśród nich pierwszy rząd (a) to wzór normalny, bez wad wewnętrznych.
Trzecie zdjęcie w drugim rzędzie (b) przedstawia odkształcenie zginające płytki elektrody, które może wynikać z braku dobrej kontroli naprężenia w procesie nawijania i wygięcia płytki elektrody. Wada ta może powodować dużą liczbę zmarszczek na elektrodzie akumulatora podczas powtarzającego się rozszerzania i kurczenia się podczas ładowania i rozładowywania, ograniczając wykorzystanie pojemności i może prowadzić do problemów, takich jak wytrącanie się litu.
Wada trzeciego rzędu (c) polega na obecności metalowych ciał obcych na membranie, które mogły zostać wprowadzone podczas procesów przygotowania elektrody lub transportu, takich jak walcowanie, cięcie i inne procesy elektrody. Możliwe jest również, że skrawki folii powstają w wyniku cięcia nabiegunników procesu uzwojenia. Metalowe ciała obce mogą powodować mikrozwarcia wewnątrz akumulatora, powodować poważne samorozładowanie i stwarzać zagrożenie dla bezpieczeństwa. Ogólne metody wykrywania obejmują głównie badanie rezystancji napięciowej izolacji rdzenia akumulatora, monitorowanie starzenia w wysokiej temperaturze i ocenę wartości k samorozładowania niekwalifikowanych produktów.
Głównym problemem czwartego rzędu (d) jest nierówne pokrycie, w tym dwie różne grubości powierzchni dodatniej i ujemnej oraz brak powłoki po jednej stronie. Wada ta jest spowodowana głównie procesem powlekania lub odwarstwieniem powłoki podczas procesu przygotowania elektrody. Ogólnie rzecz biorąc, wykrywanie CCD jest konfigurowane dla procesów walcowania i cięcia biegunów, a uszkodzone płyty biegunowe są znakowane w celu usunięcia wadliwych produktów podczas procesu nawijania. Nie ma jednak gwarancji 100% wyeliminowania wadliwych produktów. Jeśli wystąpi taka sytuacja, pojemność akumulatora zostanie utracona i wystąpi rozbieżność między pojemnością elektrody dodatniej i ujemnej, co prowadzi do wytrącania się litu i innych problemów.
Wadą w piątym rzędzie (e) jest obecność niemetalowych ciał obcych, takich jak kurz, wewnątrz. Chociaż ta sytuacja nie jest tak szkodliwa jak ciała obce metalowe, może również wpływać na wydajność baterii. Gdy rozmiar jest stosunkowo duży, może to również prowadzić do pękania membrany i mikrozwarć pomiędzy biegunami dodatnim i ujemnym.
Metoda uzyskania powyższego wykresu jest następująca: osadzić cały rdzeń cewki w klejącej żywicy epoksydowej A i B i zestalić, aby zachować wewnętrzne właściwości strukturalne rdzenia cewki. Wytnij przekrój, przeszlifuj go papierem ściernym, wypoleruj, aby uzyskać próbkę i obejrzyj ją za pomocą skaningowego mikroskopu elektronowego. Uzyskano dużą liczbę zdjęć i zidentyfikowano te wzorce defektów.
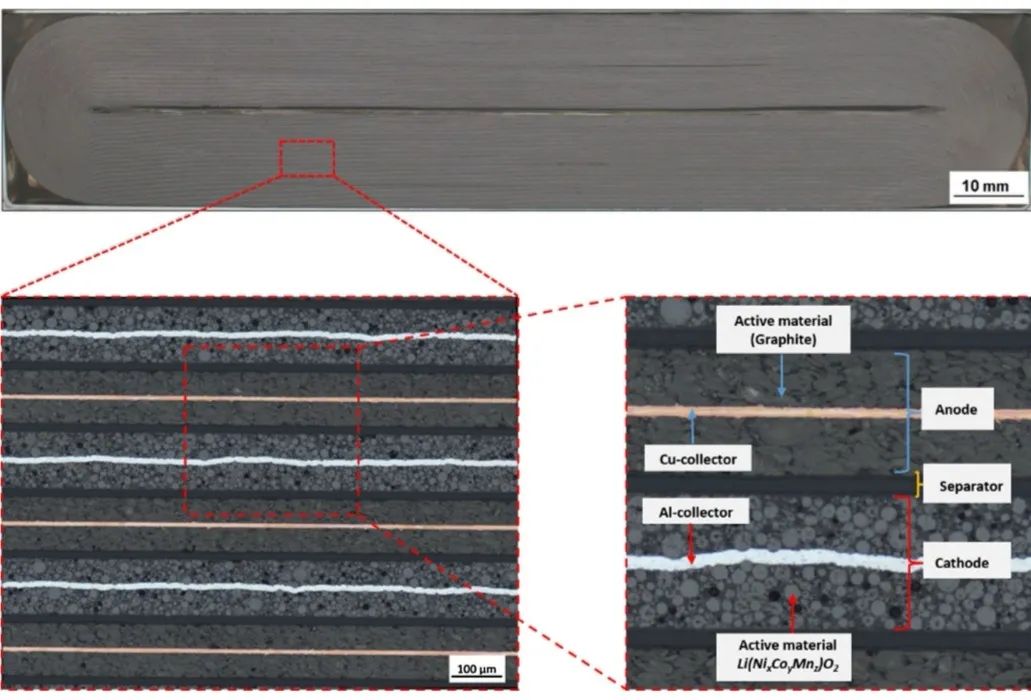
Rysunek 2 Proces obserwacji mikrostruktury rdzenia
Ponadto w rogach uzwojonego ogniwa mogą wystąpić pęknięcia bieguna, jak pokazano na rysunku 3. Nabiegunnik jest zbyt kruchy i ma dużą grubość, co jest szczególnie podatne na pękanie.

Powyższa mapa defektów wewnętrznych rdzenia cewki.